Riflessione sul metodo RP-1 di NCSLI sulla regolazione dell’intervallo di taratura
Scegliere il proprio intervallo di taratura è uno dei compiti richiesti al metrologo. In un precedente articolo, abbiamo discusso le strategie proposte dalla FD X07-014 e ILAC-G24 / OIML D 10. In questo articolo, trattiamo l’approccio con un altro documento, l’RP-1 [ 1] ” Establishment and Adjustment of Calibration Intervals ” di NCSLI [2]. Si tratta di un documento completo (161 pagine), che riprende il problema alla radice e offre soluzioni a partire da un approccio matematico rigoroso sulla base di dati storici di risultati di tarature precedenti. Il nostro obiettivo non è quello di riassumere il documento, ma piuttosto di presentare la nostra interpretazione della sua visione dei problemi e gli elementi che ci sembrano interessanti da ricordare.
Quali rischi copre la taratura?
Il documento inizia con la domanda essenziale. Perché tarare periodicamente? Poi propone il problema della modellazione ponendo alcune definizioni e ipotesi che meritano uno sguardo da vicino. Da lì, elenca diverse possibili strategie per la scelta della periodicità. Alla fine si descrive l’applicazione, dalla più semplice alla più complessa.
Secondo l’PR-1, il primo requisito è che il prodotto finale fabricato soddisfi i suoi requisiti. Lo stato di conformità degli strumenti di misura introduce quindi un rischio su questa dichiarazione di conformità del prodotto finito. Ma la taratura periodica non è, a priori, un’operazione che aiuta a prevenire una non conformità. Lo scopo della taratura è quello di limitare a un livello accettabile l’uso di strumenti fuori della tolleranza. Il livello accettabile è impostato in base al rischio accettato sul prodotto finito. Nel mondo industriale, questo livello di rischio è in gran parte definito dal costo che può portare ad un prodotto finale cattivo (scarsa affidabilità o non conformità). Quindi la scelta della periodicità è direttamente correlata ad un costo. Pragmaticamente, l’RP-1 ricorda inoltre che si tara periodicamente soprattutto perché è richiesto dalle norme, ma non cambia la ragione di fondo della periodicità di taratura.
§ 1.4 Many diverse calibrations interval-analysis and management systems have emerged over the past few decades. This is due in no small part to requirements and recommendation set forth in… The above requirements stem from the fact that a prime objective is that attributes of products fabricated… will be fielded in an acceptable condition
Questa introduzione sulle ragioni della periodicità sembra rimettere in qualche modo “le cose in chiaro.” La prima domanda da porsi per definire una “buona” periodicità di taratura è dunque sapere perché si ricerca. Non c’è alcuna periodicità universalmente buona. Ogni azienda ha i propri vincoli e obiettivi, è normale che la periodicità sia legata a ciò che fa l’azienda. Un altro aspetto evidenziato da questo documento è l’aspetto finanziario. La taratura è costosa. Essa viene utilizzata per ridurre il rischio, quindi un costo che potrebbe portare ad una non conformità. È quindi giustificato che il costo di taratura, in senso lato (costo lordo della taratura, costi di gestione, costi di capitale, …) sia un parametro importante da considerare nella scelta della periodicità.
La taratura, garanzia del passato
Tuttavia, non siamo abbastanza d’accordo con questa visione dell’RP-1 circa l’interesse per la periodicità. La taratura serve soprattutto per garantire la riferibilità delle misure. Serve anche come riferimento quando sorge un dubbio su un processo di misurazione. Ma il vincolo taratura periodica imposto dalle norme, dal nostro punto di vista, serve soprattutto per rassicurare. La taratura assicura il passato e non presume in alcun modo il comportamento dello strumento nel suo utilizzo futuro. L’RP-1 lo sottolinea dicendo che la taratura periodica non può impedire che si presenti una non conformità, ma assicura piuttosto che quando la situazione si verifica, non dura.
§1.3 the principal goal … of calibration interval analysis … is limiting the usage of out-of-tolerance attributes to an acceptable level
Ma in realtà, nel mondo industriale, la periodicità di taratura non è direttamente coinvolta nel rischio di non conformità del prodotto finito. Fortunatamente, date le periodicità che si possono incontrare (6 mesi, 1 anno, 2 anni, 5 anni, …), perché significherebbe assumersi rischi troppo elevati. Cosa succede quando uno strumento viene trovato non conforme a seguito di taratura periodica? È generalmente rapido fare una eccezione per giustificare, che non ha alcun impatto sul prodotto finito. In effetti l’azienda ha implementato molte strategie per garantire l’affidabilità della sua produzione molto prima che la taratura periodica venga impostata. E si basa ancora su queste strategie che si sono dimostrate efficaci in passato. La versione 2015 dell’ISO 9001 può anche essere interpretata in questo senso. La nozione di taratura periodica di uno strumento si presenta solo nel paragrafo “7.1.5.2 Riferibilità delle Misurazioni” preceduto dalla frase “Quando la riferibilità delle misurazioni è un requisito o … essenziale per fornire fiducia … le apparecchiature di misura devono essere: … “: si tratta di una storia di fiducia e di necessità che non ha alcuna relazione diretta con la realtà della affidabilità della produzione? Infatti, ciò che deve essere monitorato e manutenuto è il processo di misurazione nel suo complesso. Questo è ciò che è richiesto nel precedente paragrafo §7.1.5.1 della ISO 9001.
Ma torniamo allo studio del documento.
Introduzione della affidabilità di uno strumento
Una volta che la motivazione per la periodicità di taratura sia ben definita, RP-1 definisce il problema ponendo le seguenti ipotesi e definizioni. La conoscenza del valore di una caratteristica tarata diminuisce con il tempo. Questa diminuzione di conoscenza si chiama “crescente incertezza” (nel significato di “dubbio”) nel corso del tempo. Questo dubbio raggiunge un “livello inaccettabile” dopo un po’ e un’operazione di taratura diventa necessaria. Un livello inaccettabile di dubbio corrisponde ad una probabilità di non conformità dello strumento che può avere un impatto significativo sul prodotto.
Per modellizzare questa idea, l’RP-1 introduce il concetto di affidabilità chiave dello strumento. Questa è una funzione che descrive lo stato di conformità (in senso statistico) dello strumento nel tempo. Rappresenta la probabilità di uno strumento di essere conforme dopo la taratura al tempo t. Questa è la chiave della modellizzazione RP-1. Infatti, se conosciamo la curva di affidabilità di uno strumento e che è in grado di definire un obiettivo di affidabilità accettabile, ne consegue la periodicità di taratura.
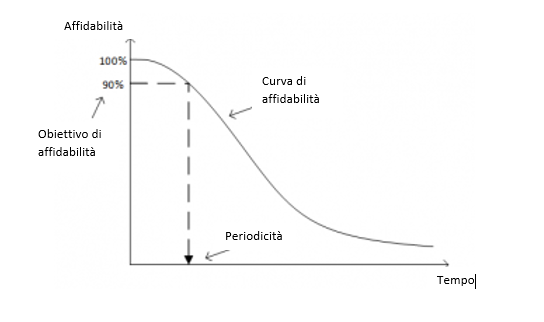
L’interesse del concetto di affidabilità è che è applicabile a qualsiasi tipo di situazione: strumento che deriva, strumento che non deriva ma che subisce shock casuali, strumento che invecchia, ecc … La forma della curva di affidabilità si adatterà alla natura dei fenomeni che risultano dalla non conformità dello strumento.
Confusione fra incertezza e affidabilità
Questa modellazione del problema non convince pienamente. Infatti, l’assunto di base della “crescita dell’incertezza” sembra ml definito. Il termine incertezza è usato in due sensi diversi nel documento, e ciò causa una certa confusione nella comprensione. Nel glossario, l’incertezza di misura è definita con il senso classico in metrologia come “parametro associato a un risultato di misurazione che caratterizza la dispersione del valore del misurando”. Ma nel documento, è piuttosto dubbio, quantificato dalla affidabilità, cioè la probabilità di essere non conforme. Questa sfocatura del linguaggio, incertezza “dubbio” circa lo stato dello strumento e incertezza “metrologia” non aiuta a capire il principio.
Facciamo un esempio per esprimere la confusione di termini. L’incertezza di misura con un calibro è stata stimata per un dato processo a 50 micrometri per un determinato parco di calibri. A seguito di uno studio della taratura periodica annuale del parco, troviamo che il 2% dei calibri hanno un bias significativo, vale a dire che un problema di precisione. E’ allora previsto di tenere conto del bias nella stima di incertezza. Infatti, il rischio di avere un calibro avente un bias aumenta l’incertezza del risultato della misurazione fatta con il calibro, sapendo che detta incertezza si riferisce indistintamente a tutti i calibri (con bias o meno). Se si hanno poche possibilità di avere un calibro affetto da bias, l’incertezza non sarà molto influenzata. Se, al contrario, la quasi totalità dei calibri finiscono per mostrare il bias al momento della taratura periodica, l’incertezza sarà influenzata dalla totalità dei bias riscontrati. In altre parole, più si hanno calibri che presentano bias, meno ho fiducia nei risultati ottenuti con questo tipo di strumento, quindi più la mia incertezza è alta. Questo è ciò che in precedenza abbiamo chiamato “incertezza dubbio” che dipende, come suggerisce il nome, dal dubbio che ho sulla affidabilità del mio strumento.
Ma attenzione, l’incertezza è aumentata per l’intero anno e per tutti i calibri, non varia gradualmente nel corso dei 12 mesi. È questa l’incertezza fissa per un determinato perimetro, che abbiamo chiamato l’incertezza “metrologica”. Essa sarà fissa e dipenderà dalla strategia di taratura, non è destinata ad essere in grado di aumentare nel tempo. Al primo utilizzo dopo la taratura, l’incertezza iniziale di 50 µm è aumentata per tutto il tempo di validità dello strumento, perché l’evento che provoca il bias può arrivare dopo 3 giorni, 3 mesi oppure no.
Quindi l’incertezza metrologica non aumenta con il tempo, è fissa sul periodo definito. E’ questa che viene utilizzata per prendere decisioni rispetto ad un risultato di misura.
L’incertezza “dubbio” non è l’incertezza che di solito viene usata, essa è definita dall’RP-1 per quantificare la variazione di incertezza “metrologica” quando viene variato uno dei parametri della stima, la periodicità di taratura. RP-1 ricerca la periodicità ideale per cui l’incertezza “metrologica” (fissa per la durata di utilizzo) resta accettabile per i propri bisogni.
Il lettore comprenderà pertanto che affermare che “incertezza aumenta con il tempo” può generare confusione.
Ipotesi contraddittorie?
Il modo in cui vengono chiaramente identificati i loro presupposti sembra molto interessante. Questo permette di definire le necessità e anche in questo caso la necessità non esiste, vale a dire, la taratura periodica non ha senso. Possiamo già individuare due casi che si trovano spesso nel mondo industriale. Se la non conformità è immediatamente identificabile nell’uso (grazie al monitoraggio), la taratura periodica è insignificante (§5.4.5). Se le prestazioni metrologiche dello strumento sono sono sovradimensionate rispetto ai bisogni, la taratura periodica può essere considerata inutile (§3.10.2.1). Questi due casi sono chiaramente indicati nel documento.
Tuttavia, ci sono ancora due ipotesi che sembrano contraddittorie nel modello.
1. La non conformità dello strumento è rilevabile attraverso la taratura e non con l’utilizzo.
Se durate l’uso, il problema sullo strumento viene immediatamente rilevato (dall’utente, una deriva nel processo, una non-funzionalità immediata del prodotto…), la taratura periodica non ha più senso (capitolo 7, punto 4).
2. la parte dello strumento deve essere significativa nella incertezza del processo di misurazione.
La RP-1 ricerca, quando l’incertezza di misura è troppo importante rispetto al processo decisionale in relazione alla tolleranza. Se la parte di incertezza relativa allo strumento è trascurabile, non avrà mai un impatto sulla decisione. Questo è ciò che si esprime nel §3.10.2.1
Quindi la parte dello strumento deve essere predominante nella incertezza di misura del processo, ma la non conformità viene rilevata in taratura e non nell’uso (dall’operatore, per esempio). Questo caso sembra molto insolito, perché il processo di misurazione è spesso monitorato o esplicitamente, ad esempio controllando un pezzo di riferimento, o implicitamente, ad esempio per il fatto che si misura un valore atteso e può essere di allarme quando non si ottiene il valore usuale. Tale monitoraggio dovrebbe avvertire nel caso di uno scarto inaccettabile di un processo di misura (altrimenti non avrebbe senso), e quindi dello strumento in quanto si suppone che sia l’elemento di controllo della incertezza.
Modellizzazione accurata del problema
Anche la modellazione della affidabilità sembra interessante. Si tratta di un modello che non assume come ipotesi che lo strumento derivi, cosa che in realtà si verifica raramente contrariamente a quanto generalmente si crede (soprattutto a causa di un uso improprio del termine “deriva”). Eppure, tiene debitamente conto del comportamento dello strumento seguendo la storia delle tarature. Prendiamo ancora una volta l’esempio del calibro. I calibri a corsoio non derivano (vedi studio statistico della deriva del calibro, CIM 2015 [3]) essi cadono, si deformano … Un non-conformità dello strumento rilevata durante la taratura non è certamente dovuta alla progressiva usura di un componente dello strumento a medio o all’età del calibro, ma piuttosto ad un evento puntuale o accidentale. Come si può, in questo caso, impostare la periodicità giusta! L’idea del metodo è innanzitutto identificare qual è il tasso di calibri non conformi sul periodo di taratura storico. Esso quindi propone di regolare la periodicità in funzione dell’affidabilità prescelta. Ad esempio, se su un storico di taratura annuale, il metrologo rileva che il 98% di calibri sono conformi e che una affidabilità del 90% sarebbe sufficiente, può estendere l’intervallo di periodicità per ottenere l’affidabilità del 90%. Tuttavia, scegliere un livello di affidabilità e dedurre un intervallo non è necessariamente un processo semplice e il problema è ulteriormente sviluppato nel documento. Ma l’idea è interessante perché è comprensibile e piena di buon senso. Essa implica il concetto di rischio e il risultato dipende dalle esigenze di ogni azienda. Se l’implementazione non fosse così complessa, si potrebbe proporre questo metodo per molti casi.
Strategie proposte
Sulla base di questa introduzione, la RP-1 illustra i diversi tipi di metodi di periodicità che classifica in 6 categorie nel capitolo 4. Fornisce vantaggi e svantaggi di ciascuna di esse e non ne respinge completamente nessuno:
1. intervallo generale per tutte le apparecchiature
Un metodo semplice da impostare, ma non può davvero soddisfare il bisogno. Probabilmente è molto costoso perché segue la periodicità dello strumento più esigenti.
2. Intervallo preso in prestito
Utilizza intervalli definiti da un ente esterno (costruttore dello strumento, laboratorio di taratura, …). Questo metodo è spesso di scarsa coerenza con l’uso dello strumento perché o il rischio non è generalmente noto o è ignorato dall’ente esterno.
3. Analisi Tecnica
I dati disponibili in analisi tecnica sono raramente correlati all’intervallo di taratura, tranne forse le raccomandazioni del costruttore. Essi sono più associati con prestazioni metrologiche e consentono quindi per esempio di rilevare l’MPE. Ma l’affidabilità reale dello strumento e il suo comportamento nel corso del tempo sono spesso empirici, associati ad eventi puntuali non necessariamente rappresentativi. Infine la periodicità scelta è spesso arbitraria e inferiore al necessario.
4. Metodo reattivo
Usa l’ultimo risultato di taratura per regolare la periodicità. Metrodo non consigliato perché troppo dipendente dall’ultimo risultato di taratura, fortemente contaminato dall’incertezza di taratura. (§2.6.4.1 : Methode A1 is not recommended bu remains documented in this RP to discourage its « reinvention » and maintain awarness of the drawbackw of similar methods)
5. Affidabilità stimata
Utilizza la storia di taratura per impostare la periodicità. Molto efficace ma complesso da implementare.
6. Altri metodi
Ci sono molti altri metodi che non rientrano nelle categorie di cui sopra e non è possibile analizzarli caso per caso.
Metodi 1 a 4 sono descritti come molto efficaci. Tuttavia, RP1 non ne rifiuta alcuno totalmente mettendo in evidenza un problema di costi. Ma è ovviamente il metodo 5 che sostiene.
I metodi statistici
RP1 spiega poi come impostare i metodi 4 e 5 di cui sopra.
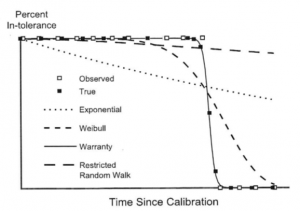
In primo luogo, ci deve essere una fonte di dati affidabile, ben definita e relativamente grande. La curva affidabilità, elemento essenziale del metodo, è derivata da questi dati. RP1 ci guida offrendo diversi modelli di affidabilità a seconda del comportamento dello strumento: strumento che si usa gradualmente o che presenta dei difetti casuali o ha una durata limitata, ecc …
Una trattazione matematica rigorosa e complessa è stata proposta per ciascun metodo.
La parte di elaborazione matematica non è banale, sia per capire sia per implementare. RP1 fornisce metodi sempre più complessi, ma anche il primo metodo non è semplice da implementare. Ne è ben consapevole e mette naturalmente in guardia sul costo di realizzazione e manutenzione del metodo. Tuttavia, si ritiene che i risultati siano generalmente positivi.
Il punto positivo di questo documento è un approccio molto strutturato al problema, cercando di analizzare e identificare i diversi aspetti del problema. Inoltre i metodi matematici proposti sono interessanti (anche se complessi da implementare come detto sopra), compresa la modellizzazione e affidabilità delle curve proposte.
Limiti del documento
Le periodicità proposte per l’applicazione numerica sembrano un po’ strane. Esse sono molto basse (45 giorni per il primo esempio, ottimizzati 47! §B.3.1 e 3 settimane per l’esempio § D.6). Mentre le periodicità tradizionali nelle industrie sono più nell’ordine dell’anno.
L’altro elemento che può essere considerato non buono risiede negli esempi dei bilanci di implementazione del metodo che ammontava da circa $ 100k a $ 2M (§ 4.7 punto 3). RP1 dichiara che può essere ammortizzato in 1 o 2 anni. Ammortizzare, vale a dire in 1 anno su 2M€ di studio iniziale assume budget molto alti di taratura, quindi molto lontani dai budget medi che riscontriamo generalmente.
È spiacevole che i metodi proposti siano basati su un aspetto binario del problema: conformità o meno dello strumento. Nessun metodo proposto tiene conto del risultato numerico della taratura. Questo può sembrare un peccato non pensare di prendere in considerazione queste informazioni pure costose …
Infine, è credibile che l’RP1 sia stato progettato da ingegneri di controllo. Sembra molto orientato verso la “manutenzione” dei processi produttivi complessi. Il problema non è lo stesso per la taratura. La taratura non è manutenzione preventiva, non è intesa a mantenere la conformità del processo di misura. Per questo le industrie hanno impostato de i sistemi di sorveglianza molto più efficaci perché spesso quasi istantanei nella loro rilevazione. Da questa osservazione, il concetto di affidabilità non ha proprio lo stesso impatto della manutenzione. La taratura è un’operazione che permette di fare una panoramica dello strumento, panoramica spesso correlata a problemi di produzione. Gli impatti finanziari sono anche di ordine diverso. Una macchina di produzione che si guasta comporta un arresto di produzione, quindi necessariamente una perdita (più o meno) immediatamente quantificabile. Uno strumento di misura non conforme non significa che la produzione è andata male, ma semplicemente non l’ha seguita efficacemente. In realtà, spesso ci affrettiamo a scrivere una deroga per giustificare alla fine il non impatto sulla produzione passata. L’analisi non è affatto la stessa cosa.
Se il processo di misurazione è davvero a rischio, l’industria avrà istituito un monitoraggio in grado di rilevare i problemi, non si basa esclusivamente sulla taratura. Quindi il vero problema non è l’intervallo di taratura, ma piuttosto la creazione di un controllo efficace. E RP1 non affronta adeguatamente i problemi di monitoraggio.
Conclusione
Da questo punto di vista, l’attuazione delle procedure proposte nell’RP1 sembra relativamente sovradimensionata rispetto al rischio e alla necessità e quindi inapplicabile alla fine. La stessa analisi dei bisogni proposta all’inizio del documento allontana quasi tutte le apparecchiature dal bisogno di taratura periodica. Tuttavia, l’idea di affidabilità e il trattamento rigoroso che viene fatto di questo concetto, pur rimanendo ancora molto interessante per applicazioni molto specifiche (e non richiesto per la taratura) come investimento per lo studio è molto importante
[1] Recommended Practice – (RP-1) : Establishment and Adjustment of Calibration Intervals – 2010 – NCSLI
[2] NCSL International (NCSLI) (« National Conference of Standards Laboratories ») – http://www.ncsli.org/
[3] Étude statistique de la dérive du pied à coulisse (francese) – 17ième Congrès international de métrologie (CIM), Christophe Dubois